入門講座

アスファルト混合物の製造
7-1製造工場(アスファルト混合所)

アスファルト混合所の外観の例
(1)概要
アスファルト混合物は,粗骨材、細骨材、フィラーおよびアスファルトで構成されています(入門講座 アスファルト基礎知識 其の6を参照)。
アスファルト混合所では、これらの材料を所定の割合で混合し、"アスファルト混合物" を製造しています。
以下では、アスファルト混合所の概要を説明します。
(2)アスファルト混合所の設備
アスファルト混合所は次のような設備で構成されています
- ①骨材を製造ラインに送るために一時貯蔵する装置(コールドホッパ)
- ②骨材を加熱して乾燥させる装置(ドライヤ)
- ③排気ガスを通過させダスト等を捕集する装置。(バグフィルタ)
- ④加熱した骨材をスクリ-ンに運ぶ装置(ホットエレベータ)
- ⑤ホットエレベ-タで運ばれた骨材を所定の粒度区分に分級する装置(スクリーン)
- ⑥スクリ-ンで分級された骨材を保温し一時貯蔵する装置(ホットビン)
- ⑦骨材・石粉・アスファルトを別々に計量する装置(計量装置)
- ⑧計量された骨材・石粉・アスファルトを均一に混合する装置(ミキサ)
- ⑨ミキサから排出された混合物を搬送する装置(トロリ)
- ⑩石粉を計量装置に送り込むために一時貯蔵する装置(石粉サイロ)
- ⑪液体状にアスファルトを保持する保温機能付きの一時貯蔵装置(アスファルトタンク)
- ⑫製造した混合物を保温・貯蔵する装置(ホットサイロ)
アスファルト混合所は骨材の乾燥や加熱に大量の "熱" を必要とする点が生コン工場と異なります。
アスファルト混合所の概要
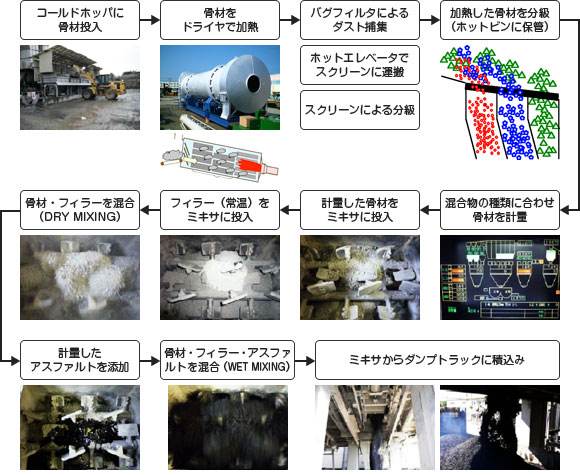
(3)アスファルト混合物の製造
アスファルト混合物の製造方法は混合方式の違いにより、「バッチ方式」と「連続方式」に分けられ、日本ではバッチ方式が多く採用されています。以下にはサイロに貯蔵せずにダンプトラックに直接積み込む場合のバッチ式の製造手順を示します。
(4)アスファルト混合所の大きさ(製造能力)
アスファルト混合所の大きさ(製造能力)は、1時間で製造できるアスファルト混合物の量(重さ)で表します。つまり、数字が大きいほど大規模なアスファルト混合所となります。
通常、バッチ式のアスファルト混合所では、約1分で1バッチのアスファルト混合物を製造します。1バッチで製造できる量(ミキサの容量)が2tであったとすると、アスファルト混合所の大きさは、「2t×60分=120t/h」となり、"120tプラント" と呼ばれます。
- 7-1製造工場(アスファルト混合所)
- 7-2環境への取り組み